STUART LIGHTWEIGHT PETROL ENGINE BUILD
Part two by Jason Ballamy

STUART LIGHTWEIGHT PETROL ENGINE BUILD
Part two by Jason Ballamy

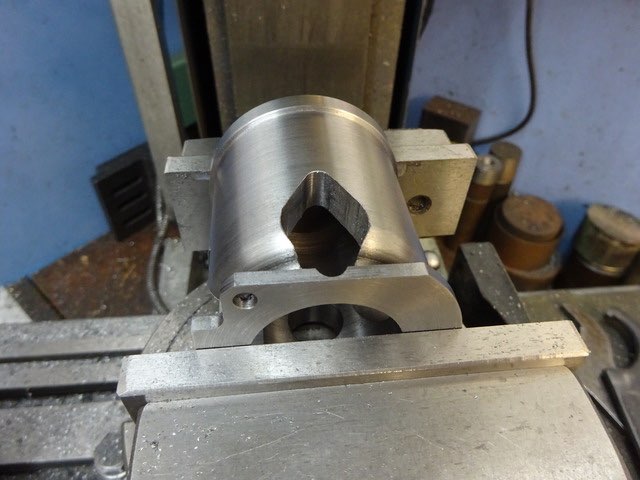
I could next start making holes in the main cylinder, starting with the one for the inlet boss.