Those front faces of the Elites have raised portions where the bolts go so to mill them to the angle of the taper would require a couple of special cutters making.......
The satisfaction of making a cutter that works successfully never fails to satisfy. It's not difficult and a skill well worth acquiring. Don't be put off if you've never tried, the first probably won't be that brilliant but every one after will improve, without a doubt.
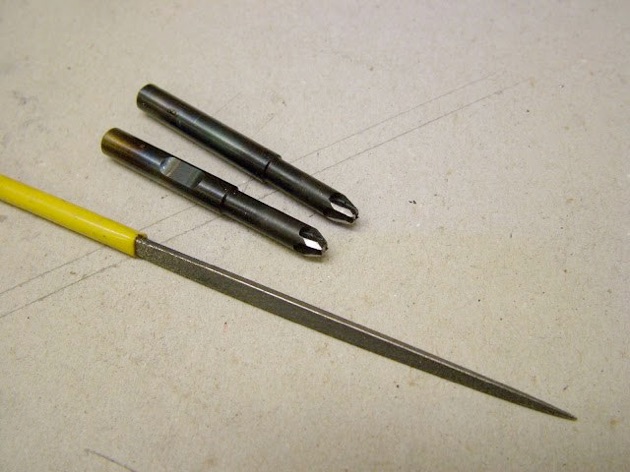
First up then was to turn some 6mm silver steel to 5mm diameter for clearance and put on the relevant taper - 18 and 25 degrees. The end was drilled 1mm as these would be end cutting as well as on the side (the card was to help stop the camera focusing on the background). The flutes were milled with a 3mm cutter and the teeth backed off using a needle file.
Hold the blank in the lathe for filing the teeth using the bull wheel for indexing to give better control over the angle.
Backed off and the ends profiled and radiused.
Heat treated - no tempering, the colour is from the heat treat, only the cutting ends are hardened - the teeth were touched up with a well worn diamond file to sharpen them
And a test cut made to check if they would cut - the rough edge on the R/H side is where the cutter was tried on the end before trying the side
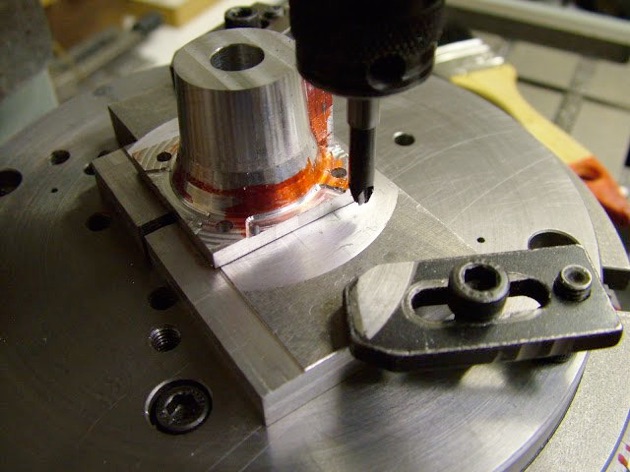
First up was to remove the waste with a 3mm long series cutter then flare the taper in using the tapered cutter
So far so good but now it's time for the fun part to begin.
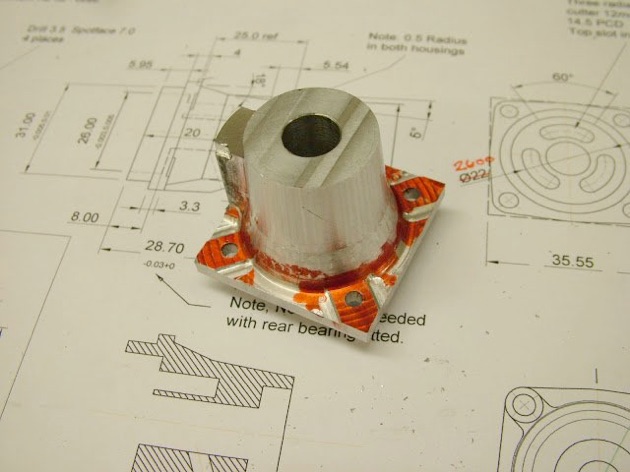
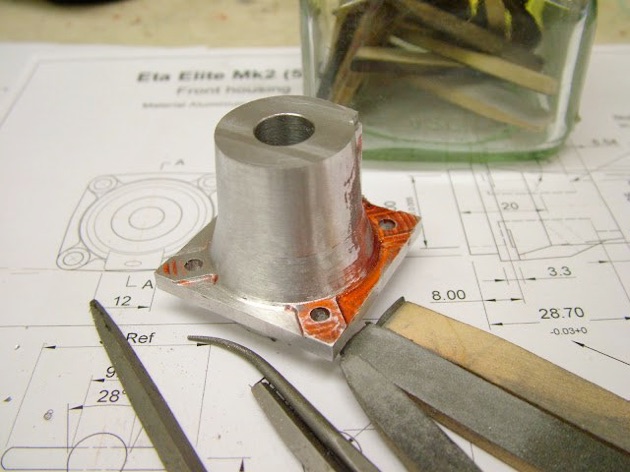
After cleaning up the corners near that protrusion and an initial smoothing the protrusion still requires machining along with the outsides and the corners radiused.
That protrusion actually serves no real purpose. On the original Mks 1 to Mk 3 there was a degree of sub piston induction. The introduction of the silencer on the Mk3 saw this having an effect on performance so a 'solution' on the Elite was carried out by having a port through on the underneath of the front housing picking up with a corresponding hole drilled in the crankshaft - just as for front induction but for the sole purpose of sub piston induction. Apparently this was not that successful and was dropped - the hole no longer drilled in the crankshaft but the front housing remained the same - presumably the hole was cast in. The Elite borrowed for copying has this feature.
See part one here part two part three part four part five part six part seven part eight
part nine part 10 part 11 part 12 part 13 part 14 part 15 part 16