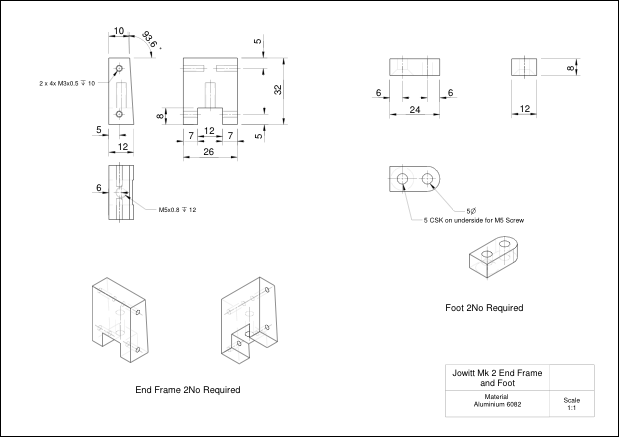
Frame Ends
Click on drawings to download - for personal use only.
Start by machining two pieces of aluminium to 32 x 26 x 12mm.
Locate the far edge and right hand end then move in 5mm and drill and tap M3, move along 22mm and do the other hole. If you use a vice stop then the other three pairs of holes can be done without having to locate the edges each time
With the vice fixed jaw and stop still clocked in the bottom slot is easily located and using a 12mm dia cutter taken to 8mm deep followed by drilling & tapping for the M5 thread.
Next set the ends to 3.6degrees and flycut or mill the slop on the outside face to complete.
Feet
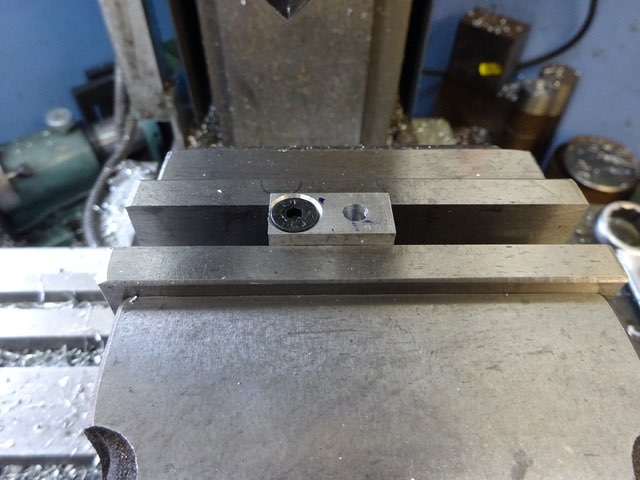
Machine two bits of aluminium to 12 x 8mm and at least 24mm long. Locate an edge and end then drill the two 5mm holes countersinking one to take the head of an M5 CSK socket screw.
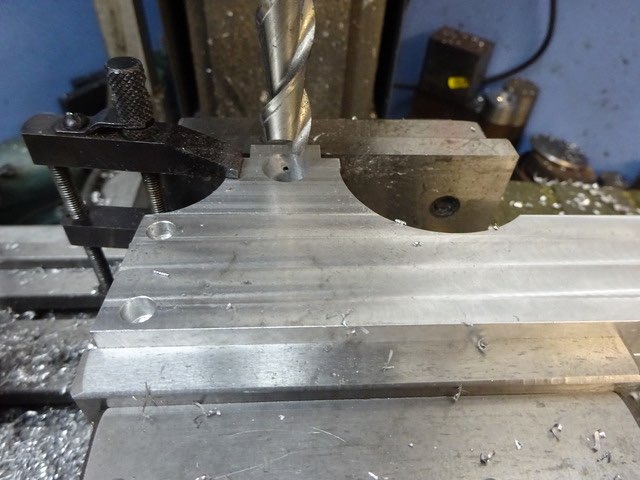
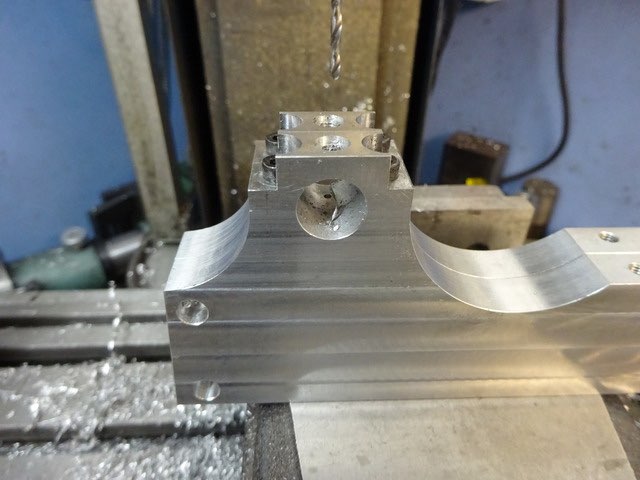
Pop a 5mm pin into the hole and set a milling cutter 8.5mm above the vice jaws and then take a series of tangental cuts which will leave a facetted face as seen on the one in the vice. This can quickly be cleaned up with a file to leave a nice smooth curve as in the foreground.
A few M3 and M5 screws can be used to see how it all goes together, don't drill out the M3 threads in the side plate to clearance yet.
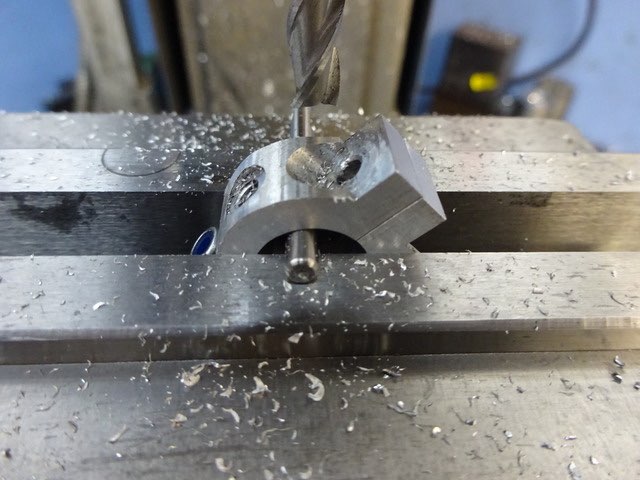
Bearing Caps
Start by machining two pieces of aluminuim to 10 x 10 x 28 and then hold in the vice and locate a side and end. Drill the two 3mm holes then the 1.5mm oil hole right through followed by a 6mm 2 or 3 flute cutter plunge 4mm deep to cut the socket for the bush.
Changing to an 8mm cutter plunge 6mm deep to form the counterbore to the 3mm hole and then the flat area 4.3mm in from the end.
The two side frames can now be screwed back together and the caps screwed into place. Locate the centre of the crankshaft hole, spot drill then open up with 6mm and 10mm drills and finally use a 12mm milling cutter to take the hole to size.
With the frames stood upright the 1.5mm holes for the bearing retaining pins can be drilled using the matching hole in the cap as a guide. Mark the caps before removing so you can assemble them in the right position in the future.
Using the same method as for the feet the tops of the caps can be rounded over to 10mm radius
Oiler Bush
These are simple turning jobs from 6mm rod. Face the end, drill 3.5mm and tap M4 x 0.5 metric fine then part off two 5mm lengths. If you don't have metric fine then 5/32 x 40 ME or M4 x 0.7 will do. These bushes can be fixed into the bearing caps with Loctite or JBWeld
Main Bearings
Turn down enough material for two bearings and parting off allowance to 15mm. Face off and drill in stages to 9mm, bore out to 9.8mm and then ream to 10mm.
Use a parting tool to cut the 12mm dia waist groove 10mm wide and then part off. Repeat for the second bearing.
And a quick try out to see how these parts go together.
Part one here Part two Part three Part four Part five Part six Part seven Part eight