The valves were cut from 16mm stainless bar for a 5/8" finished dia hence the ER32 adaptor as I only have imperial 5C collets. I made the stems a bit over length so a centre hole could be used for support while turning the shaft.
The back of the head was then machined to profile and unusually for a valve the end of the stem was threaded.
While the valve was still on the parent bar I used that as a handle to grind the valves into their seats with some 1000g SiC powder and a drop of oil, you can see the matt area where the valve head has been ground.
Once sawn off the bar the heads were cleaned up and given a slightly convex surface.
And the finished pair, the exhaust is slightly larger than the inlet.
The governor latch started life as a short slice off some 2.5" angle iron as I wanted to take advantage of the radiused internal corner.
This was cut down and then held in the 4-jaw to bore the pivot hole and turn the raised boss before reversing to do the other side.
Then over to the mill so that the arms could be bought down to profile.
Then over to the mill so that the arms could be bought down to profile.
The latch is activated by a weight that pivots from a boss on one of the flywheel spokes, first job was to clean up the outer faces and drill and ream a hole for the pivot pin.
Then mill a slot so it would fit around the spoke boss.
And finally drill & tap for the spring tension adjuster.
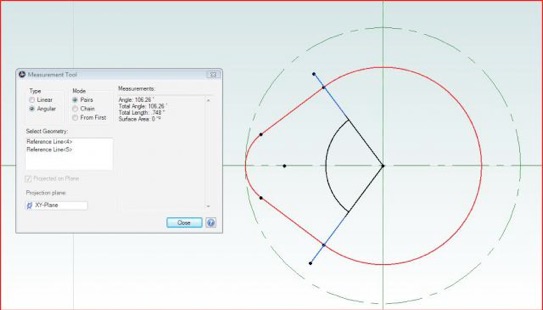
The exhaust cam is machined as part of the timing gear boss. The drawings give base & nose radius and total height so I drew it out in Alibre to work out the angles.
The boss was turned and the cam cut on the rotary table.
Here is the finished cam together with the shaft it turns on and the two bronze bearings that are pressed in. The timing gears are supplied in the casting kit and just need a recess machined and some tapped holes.
Looking at photos of full size engines they all seem to have four holes in the timing gear so I added these as well as thinning down the main disc.
I also knocked up an oiler to keep the piston moving.
Finally, most of the bits put together:
Part 1 part 2 part 3 Part 4 Part 5 Part 6 Part 7 Part 8 Part 9 Part 10 Part 11