BUILDING AN ECONOMY
HIT & MISS ENGINE
Part one
by John Merrett

BUILDING AN ECONOMY
HIT & MISS ENGINE
Part one
by John Merrett

Having finally completed my LBSCR Terrier tank loco early in 2008 after 35 years (but probably only 15 years actual production time) I decided that starting another project like that was not a wise idea at my time of life!
Having been a steam enthusiast since I was 14 (one hell of a long time ago), I began to think about a different type of engine….. the Internal Combustion type. It would have to be something fairly large but also had to be suitable for machining on my 5” Atlas lathe and Chester vertical mill.
Back in my youth I can recall being fascinated by a gas engine that used to drive, by means of flat belts, all the woodworking machinery at the local wood yard and the slow resonant thump of the exhaust through the roof which could be heard for quite a distance around the area. It had two large flywheels and ran at very low rpm.
With all this in mind I happened to notice an advert in the Model Engineer for just what I was looking for; castings and drawings from Engineers Emporium for a half size replica of a 2hp. Hit & Miss gas engine to run on petrol. They list it under their name of “Economy Engine” but I believe it is possibly based on an American engine sold under the name of “Hercules”. This seemed to meet my criteria although the flywheel castings at about 10.5” dia. were probably too big for my lathe; but I knew another club member who lived in the same town, who would let me use his larger Warco lathe.
It so happened that I had a birthday looming on the horizon, so large hints were dropped that the castings would make an excellent present and would keep me occupied through the next winter! After pointing out to Pat, my wife, that another gold bracelet for her birthday the next month would cost about the same, agreement was reached.
The company is owned and run by a husband and wife who are most knowledgeable and pleasant to deal with. Having made contact I decided, after discussion, to add to the bill by also purchasing the cylinder oiler, piston rings, spark plug and the gear blanks with just the teeth cut. There was one more item needed to generate the spark, but as this was quite expensive and not needed ‘till later, purchase was deferred.
Making a start
The casting set consisted of a) aluminium cylinder and integral cooling hopper plus an aluminium base. b) Two bearing caps in aluminium. c) Two sand cast flywheels. d) Cylinder head in sand cast iron.
All these were good, clean and accurate to the outside finished dimensions.
e) The cylinder liner appeared to be continuously cast fine grain iron and was a solid lump with no cored hole! Imagine the pile of cast iron chippings it would produce during machining! f) Aluminium bar for the piston.
All the other parts have to be machined or fabricated from your own material stock of steel, brass and gunmetal/bronze. Things like the con rod, crankshaft and gear plate are, as you will see, hefty lumps of steel.
The billet of steel for the silencer was something I did not have, but a telephone call to Engineers Emporium produced the requisite piece of bar, cut to length, including chucking and at a reasonable price.

Machining of the base flange was carried out first, using the filed hopper top as a datum.
The cylinder/water hopper was bored at the larger end first (see Pic. 1) using my vertical mill, having clamped the casting vertical to the table . The middle of the casting is relieved to allow water around the liner.
A plug was made to this diameter and bolted to a T-slot exactly in line with the quill of the mill so the smaller bore could be produced in line with the other end.



The next job was to bore all the way through to the correct size, nearly 9” in all!

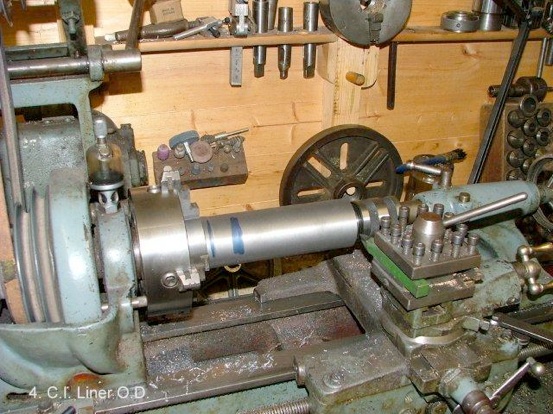
To bore all the way through the liner plus the extra chucking piece required 9” to 10” of protruding bar! Light cuts were taken but I could not stop the chatter as the bar was acting like the proverbial tuning fork!
Stiffening the bar was the only solution, so having opened the hole out roughly to around 1.5” I found a piece of rectangular steel bar which I welded behind the boring bar with just enough clearance to enter the rough bored liner. Matters were still not perfect, but much better than before. I took very light cuts at the end to produce the 42 mm. bore which was pretty parallel but the finish needed improving.
I had seen Polly Eng. advertising spring loaded, three stone hones, so a quick call established the size required and an order placed.
A deep jar of paraffin and oil and an electric drill on the hone spindle and much patience resulted in a beautiful dull smooth finish, just the job for piston rings to seal into.

The webs were machined from bar stock and bored as a pair using the four jaw chuck on the lathe.
Next the main shaft was held in a collet at one end and supported by a centre at the other end to cut the keyway in the vertical mill, then reversed to do the second keyway at the other end.
The webs were then slipped on the main shaft, the crank journal slipped into the webs and the whole lot fixed with permanent Loctite. This assembly was left to cure for 24 hours, then four cross holes were drilled across each joint and reamed with a taper reamer. Good size taper pins hammered in after treating with Loctite. After curing, the last operation was to saw out the piece of shaft between the webs, file smooth and cut off the excess from the taper pins and again file smooth.
The result is shown in Pic. 7 above.


The material provided was a pleasure to turn and the length was sufficient to hold it in the three jaw chuck to carry out all the tuning, milling and then the cross drilling and reaming for the gudgeon pin. Finally, the ring grooves were carefully cut using a parting tool which was plunged in to the correct depth and traversed to produce the exact width for the rings. The piston was then parted off a little longer than required, held carefully in the chuck and skimmed to length.
The gudgeon pin was made from silver steel, drilled through to lighten it and aluminium plugs made for each end so this pin, that is designed to float in the piston, did not scratch the cylinder bore.
Go to part two. Go to part three. Go to part four. Go to part five
MEWS IS SPONSORED BY - HARROGATE EXHIBITION - TEE PUBLISHING - MERIDIENNE EXHIBITIONS - LYNX MODELS - CAMDEN MINIATURE STEAM - TRANSWAVE CONVERTERS - MESSE SINSHEIM - CHRONOS - PAULTHECAD.CO.UK - GLR DISTRIBUTORS - ECCENTRIC ENGINEERING