The eccentric strap started life as two pieces cut from some 2” x 1/4" flat brass bar that were machined to their overall depth relative to the split line and then soft soldered together. Next they were machined to width over the joining lugs and a skim taken off each side to bring the blank to the desired 6mm thickness and finally a centre drill was used to mark the centre for the hole.
The centre hole was clocked true in the 4-jaw using some parallels behind the work to make sure it was sitting flat and then then drilled then bored out to 26mm dia. A carbide grooving tool was then used to cut the groove that keeps the strap located on the eccentric
A top hat bush was quickly knocked up to clamp the strap to a tooling block so the outer profile could be cut on the CNC, You can see that I have also cut the recess for the eccentric rod and am using one of the rivet holes to stop the strap from rotating. I decided to use a couple of rivets to hold the strap on this time as the last two have been done with a countersunk screw.
After removal from the tooling plate it was back to the manual mill to drill for the bolts and add an oil hole, I also milled away part of the internal fillets on the upper bolting faces to leave flats for what will be square headed bolts to bear against so they won't rotate.
Some 30mm stock was then turned down to 28mm and then further reduced to 26mm leaving a location ridge in the middle; final sizing was done by test fitting the two halves of the strap until the lugs could be pinched together and the strap rotated with out binding or unwanted play.
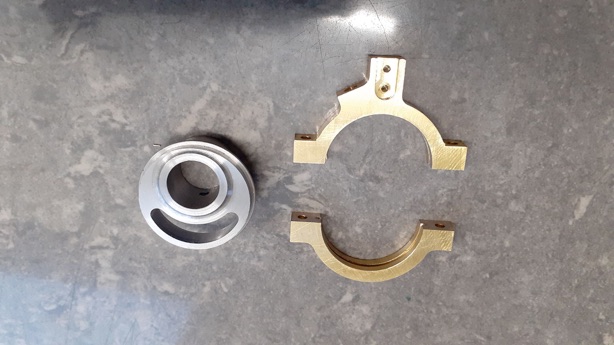
I then offset the 30mm stub to the required throw and bored to a close fit on the crankshaft before reducing the two sides down, one for just 1mm to give some clearance and the other 6mm to allow for a grub screw to retain the eccentric. Holding in a 5C collet block by the longer side the CNC was used to cut the decorative weight reduction hole that you often see on full size engines. Roughed out in two 3mm deep adaptive cuts and then two full depth finishing passes with the 3mm cutter.
That's a couple more bits ticked off the list.
And complete with the 5mm x 1.5mm eccentric rod riveted into place
.Part one here Part two Part three Part four Part five Part six