SHAND MASON FIRE ENGINE IN 1:6 SCALE
Part 2 by GUENTER KALLIES

SHAND MASON FIRE ENGINE IN 1:6 SCALE
Part 2 by GUENTER KALLIES

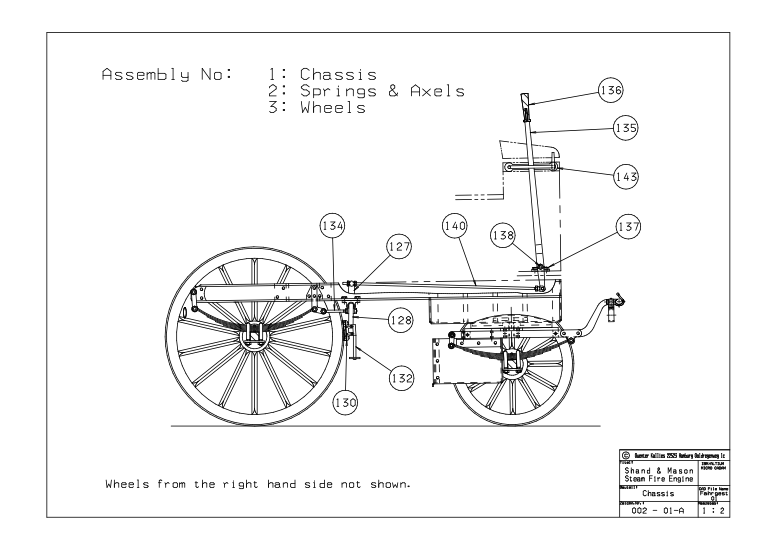
The completed chassis is divided into two sub-assemblies: the front bogie and the rear main chassis. The turntable connects both assemblies together.

The main chassis is made from two U-shaped girders (part number 101), which are connected at the front by a trough. The girder profiles are probably not available as a stock item but a square tube with the dimensions 40 x 20 x 2mm cut lengthwise is a good substitute.
This task can be done on a bandsaw with ease. However, it can be done manually with a handsaw and some perseverance. After sawing the profiles they must be straightened. Check the flatness on the workbench or, better still, on a surface plate.
Two fittings (102) and (111) need to be fitted in each girder to fill the channel flush with the outer edges in order to attach the fittings for the leaf spring suspension. These pieces can be made out of aluminium and fixed permanently in the profiles by means of resin adhesive. In total four hose brackets (105) are screwed into the profiles (to take the suction hoses). Other drilled holes will become necessary in the course of the construction process so a temporary assembly of the girders with the trough is recommended at this stage.
Trough (108) fits between the forward ends of the girders and can be fabricated from sheet metal. The curved sheet should have the right length but should be slightly oversized in width. The oversize portion can be trimmed after rolling to the required shape. Soft aluminium, brass or copper can be used, but ductile deep drawing material quality is needed. A thickness of 1mm is suitable.
Endplates (103) need to be flanged. Specific form blocks can be made out of hardwood, e.g., beech, mahogany or any other suitable material. With a plastic hammer or mallet the soft-annealed sheets can be easily formed on the blocks. The sheets may need to be annealed more than once to prevent cracking.
The curved sheet itself is riveted to the end plates. The three parts are connected together with small round head rivets. If brass or copper material is used, it will be helpful to fix the parts together by soft soldering. Inside the trough the cross pieces (109) and the strengthening plate (107) must be installed using rivets or perhaps even soldered.
The connection between the long carrier profiles and the trough must be produced very carefully so that the profiles stand parallel at the end. It is, therefore, a good idea to clamp the profiles onto a smooth board. Then lay the trough in between and drill the connecting holes.
Fixing can be done using rivets as per the original. However, it might be better to use special screws with semicircular rivet heads. From the outside these appear as rivets but, from the inside, however, are nutted. Using this method means that the carrier profiles can easily be dismantled later e.g. for painting and lining.
Turntable (104) can be made from a casting or, alternatively, it can be machined out of sheet material. The side rim of the seating should fit closely to the contour of the trough. It can be done either by filing or it can be machined in the lathe.
For this operation a lathe tool should be attached to the faceplate like a fly-cutter. This should be adjusted to a radius of 116 millimetres.
The turntable itself is attached to a strong beam fixed temporarily to the lathe cross slide in parallel with the lathe bed. A piece of square tube 40 x 40mm or similar waste material will do. It is essential that the centre of the turntable is on the same level as the lathe centre. With low speed and if possible with automatic feed the contour can be machined, but please use more than one pass. Attach the turntable to the trough with two countersunk screws.
Boiler clamp (106) Some care will be required in bending this part to shape. It should be bent from a strip of flat material. First form the curved middle part to shape, then the sharp bends near to them. Now a disc of metal or hardwood of 83mm diameter should be clamped in between using the original bolts in position. This allows bending both ends to a good slide fit between the girders (101).
The width of the clamp should be a little smaller than the frame distance of 127mm so that it can be adapted with additional shim plates to the frame. It is recommended you fix the clamp to the girder by bolts instead of rivets so it is detachable to enable the boiler to be inserted.
Spring brackets (110) are made from sheet steel and may be clamped together for drilling and to shape the outside accurately. They should be riveted in place to the main chassis girder.
Part one here part two part three part four part five part six part seven
Click on drawings to download - for personal use only.
Although drawings reproduce well on this website, they are even better as saved downloads.