SHAND MASON FIRE ENGINE IN 1:6 SCALE
Part 4 by GUENTER KALLIES

SHAND MASON FIRE ENGINE IN 1:6 SCALE
Part 4 by GUENTER KALLIES
The single spring steel sheets are cut to length and rounded at the ends on the grinding machine. The length of each individual sheet is given in the drawing. For cutting the spring a small addition to the length must be taken into consideration, say 1 to 1.5 millimetres. A precise measurement can't really be given for this, but it is not really important as long as both the left-hand and the right-hand springs are similar.
The uppermost layer in each spring assembly has a connection eye at the end. This can be done by annealing the spring steel ends and bending the eyes directly. Should difficulties appear here, the uppermost sheet can also be made from normal mild steel. Then, however, the material should be chosen a little stronger, approx. 1.2 to 1.5 millimetres.
All spring sheets must be slightly bent. This can be done either in bending rolls or by hand, hammering on a piece of round steel. The bend must be reached very steadily without creases. The upper sheet is rounded first and its form should correspond to the drawing. Then the following sheets are bent a little bit stronger so that, if one puts a sheet to the previous one, the tips only will be in contact with it. In the middle there should be a gap of approx. 3 millimetres.
The spring assembly, or package, must be fixed in the middle with a single rivet. Therefore, a hole must be drilled right through the whole package. It makes sense to clamp the package temporarily together with a clamp made from sheet metal then the spring steel package can be drilled right through with a tungsten carbide drill. The drill diameter should be a 1.3mm drill as usually used for PCB boards in the electronics industry. After drilling the hole through the spring package, use a small iron nail to rivet it together.



Keep plate (204) To clamp the spring package and axle together a keep plate underneath the axle is required. This part is very simple and there should be no problem in making it.
Axles (205) The axles for the front and back wheels are made from square steel. The selected cross-section of 10 x 10mm is not quite scale, but it is selected in favour of stability. Both axles are identical. Clamp a length of square steel in the 4-jaw chuck and turn down and thread the ends to the required dimensions. Now, the axles can be bent either in the workbench vice or using a suitable press. Some heat might be necessary for this task.
Part one here part two part three part four part five part six part seven
Click on drawings to download - for personal use only. Although drawings reproduce well on this website, they are even better as saved downloads.

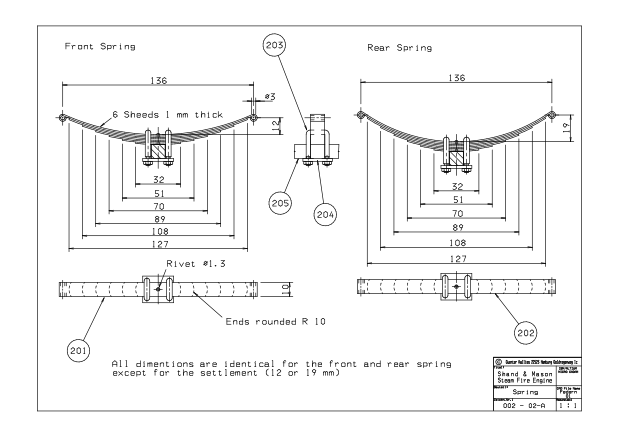
The front and rear leaf springs are built up next and are basically similar. Only the curve is different. The unloaded front spring (201) is bent to approx. 12.7mm, while the rear spring (202) shows a 19mm sag. With a model like this the springing of the vehicle is not so exceptionally important because you will typically not use it on uneven roads.
Any available spring steel can be used for the purpose. The trade offers spring steel in 1mm thickness and 10mm wide that's most suitable. By the way, the width should be taken into consideration in the manufacture of the mentioned fittings (110 and 115) in the front and main chassis.