The cylinder is supported between the two columns by its end cover which has to have two integral feet to allow it to span between the columns. Firstly, a piece of steel was turned down to 2.75" with a spigot to locate in the cylinder bore and a 3/8" hole reamed for the piston rod.
Two blocks of steel were machined up a little oversize to form the feet, drilled and counterbored for cap head screws. The end cover was tapped to take the cap heads and the four larger cylinder mounting holes added at the same time.
The inner faces of the blocks were then flycut to provide clearance on the underside for the piston rod stuffing gland. After this I also hacksawed away some of the waste so there was less bulk to heat up when it came to silver soldering.
I then held the assembly in the soft jaws and skimmed and bored the gland. Then, with tailstock support, the bottom of the legs were machined back to finished size.
It was then just a case of flipping it around to do the tops of the legs and then drill the four hold down holes before a bit of fettling to make it look like a casting.
The top cover was a simple turning job from a slice of cast iron bar, the area within the spigot was hollowed out to give some clearance to the piston retaining nut.
It was then held in the soft jaws by the spigot to turn the top with a raised area to match the concave underside terminating in a flat boss that was drilled and tapped for the cylinder oiler.
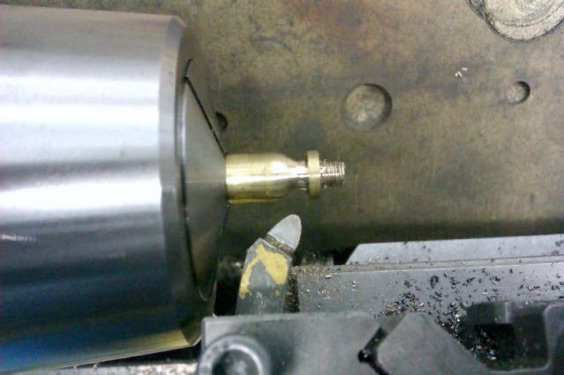
I did the cylinder oiler in the same way as the two for the main bearings so will cover them all here. Starting with some round rod the end was reduced in size and threaded then a brazed tip tool proved to have the perfect shape to put a nice neck on the oilers which was then blended into the round outer dia with a file.
Next over to the mill to form a hexagon on the bottom before parting off.
Face the end, drill out with a bull nose cutter and continue through with a 1/16" oil hole and finally add a 40tpi thread for the lid.
The lids were threaded and then moved to the mill to have some notches milled into them using a bull nose cutter and the spin indexer before parting off. They were then screwed into a holder to face the top and drill a breather hole. I have built up a number of the se holders, they are just a bit of hex brass tapped one end and a threaded male spigot on the other, they are ideal for holding small threaded fittings.
The finished oilers with lids.